Difference between revisions of "Galaxy Series LinuxCNC Configuration"
From PROBOTIX :: wiki
m (→Getting Started: version 2.4.0 uploaded 20:55, 16 July 2018) |
(Axis v2.0) |
||
| Line 20: | Line 20: | ||
</gallery> | </gallery> | ||
| + | <!-- | ||
== Follow On-Screen Prompts == | == Follow On-Screen Prompts == | ||
Step 0: New Install or Upgrade Existing installation? | Step 0: New Install or Upgrade Existing installation? | ||
| Line 67: | Line 68: | ||
Step 13: If you are having intermittent limit switch issues from faulty switches or electrical noise, you can configure the machine to use soft limits only. | Step 13: If you are having intermittent limit switch issues from faulty switches or electrical noise, you can configure the machine to use soft limits only. | ||
| + | --> | ||
| − | == Axis | + | == Axis v2.0 Interface == |
| − | [[ | + | [[Image: Axis_probotix_2018.png | thumb | 500px]] |
| − | *New | + | * New toolbar icon theme! |
| − | + | * Added two open icons: HDD icon to open <code>/nc_files</code>, and USB icon to open the <code>/media</code> folder to find the inserted drive. | |
| − | * | + | * [Home Machine] has been moved to the toolbar as a new icon. |
| − | + | * [Touch-off] has been renamed to [Set Selected Axis Origin] | |
| − | + | * Added Set Origin [X/Y] and [Z] buttons to quick-set touch-offs for current coordinate system. | |
| − | + | * Renamed Mist/Flood/Shop Vac check boxes to describe what they actually control on the Unity. | |
| − | + | * Code preview colors changed to match terminal: green text on black background. | |
| − | + | * Added current coordinate system and spindle state/speed to status bar. | |
| − | *[Home | + | |
| − | + | ||
| − | *[Touch-off] has been renamed to [Set Axis Origin] | + | |
| − | + | ||
| − | * | + | |
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | * | + | |
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | * | + | |
| − | + | ||
| − | * | + | |
| − | + | ||
| − | + | ||
== Other (less sexy) things the configurator does == | == Other (less sexy) things the configurator does == | ||
| − | *Changes color of terminal window to classic linux shell (well, kinda sexy). | + | * Changes color of terminal window to classic linux shell (well, kinda sexy). |
| − | *Installs php scripting engine | + | * Installs php scripting engine |
| − | *Installs numlockx to force numb lock key on | + | * Installs numlockx to force numb lock key on |
| − | *Installs g-code-filter.php to clean up .ngc2 files (not sexy, yet - but its gonna be) | + | * Installs samba for networking |
| − | *Tries to identify secondary parallel port address, copies lspci output to thumb drive incase you need to email it to us | + | * Installs g-code-filter.php to clean up .ngc2 files (not sexy, yet - but its gonna be) |
| − | *Disables screensaver and idle screen lock | + | * Tries to identify secondary parallel port address, copies lspci output to thumb drive incase you need to email it to us |
| − | *Uninstalls the update manager | + | * Disables screensaver and idle screen lock |
| − | *Turns line numbers on in gedit | + | * Uninstalls the update manager |
| − | *Assigns [q] key to toggle pause/resume - works like feed hold on machining centers | + | * Turns line numbers on in gedit |
| + | * Assigns [q] key to toggle pause/resume - works like feed hold on machining centers | ||
Revision as of 21:06, 16 July 2018
Welcome to the new Galaxy Series Universal Configurator. This script will reconfigure the LinuxCNC software to add or remove features on your machine and has additional functionality to manage the most common problems in the hopes of maximizing uptime on your machine. This script will also be used to install software updates when they are released. Follow the on screen prompts carefully, but do not worry if you make a mistake as you can simply re-run the script to correct any errors.
Important: Only run this script when you can afford to have the machine go down temporarily, as you may need to call us if anything goes wrong. We have tested this script several hundred times on as many machines as we could, but as with any software update, results can go not as you planned. If you are concerned, then CALL US TO SCHEDULE A TIME TO DO THE UPGRADE.
Getting Started
- Download the Configurator:
- Probotix.zip - version 2.4.0 uploaded 20:55, 16 July 2018
- Copy the probotix.zip file to a freshly formatted 8GB or larger USB thumb drive. Make sure the thumb drive is formatted FAT32 - NTFS formatted drives will not work.
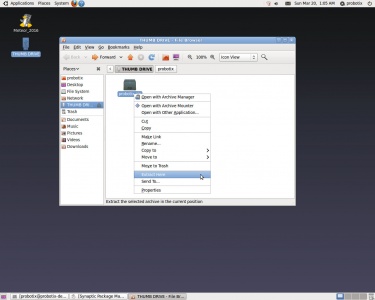
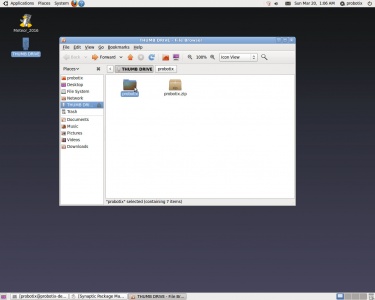
- Insert the thumb drive into the LinuxCNC PC. After a few seconds a window will pop up displaying the contents of the thumb drive. Right click on the probootix.zip file and choose the "Extract Here" option.
- Do not copy this to the desktop!
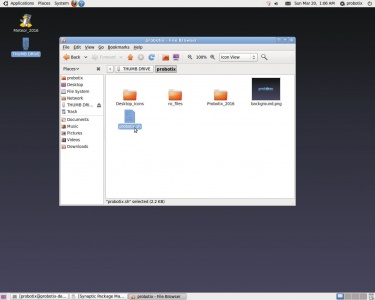
- This creates a folder called 'probotix'. Move into the probotix folder by double-clicking it.
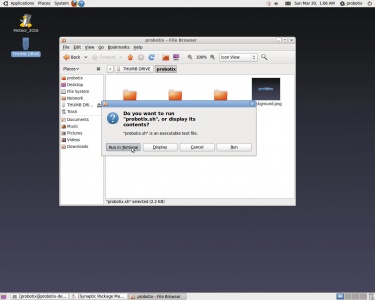
- In this folder you will see a file called 'probotix.sh'. Launch that file by double-clicking it.
- A dialog will pop up and ask you what you want to do with the file. Chose the "Run in Terminal" option.
Step 3
Step 4
Step 5
Step 6




Axis v2.0 Interface

- New toolbar icon theme!
- Added two open icons: HDD icon to open
/nc_files, and USB icon to open the/mediafolder to find the inserted drive. - [Home Machine] has been moved to the toolbar as a new icon.
- [Touch-off] has been renamed to [Set Selected Axis Origin]
- Added Set Origin [X/Y] and [Z] buttons to quick-set touch-offs for current coordinate system.
- Renamed Mist/Flood/Shop Vac check boxes to describe what they actually control on the Unity.
- Code preview colors changed to match terminal: green text on black background.
- Added current coordinate system and spindle state/speed to status bar.
Other (less sexy) things the configurator does
- Changes color of terminal window to classic linux shell (well, kinda sexy).
- Installs php scripting engine
- Installs numlockx to force numb lock key on
- Installs samba for networking
- Installs g-code-filter.php to clean up .ngc2 files (not sexy, yet - but its gonna be)
- Tries to identify secondary parallel port address, copies lspci output to thumb drive incase you need to email it to us
- Disables screensaver and idle screen lock
- Uninstalls the update manager
- Turns line numbers on in gedit
- Assigns [q] key to toggle pause/resume - works like feed hold on machining centers